




高精度穴開けにおけるセンタリング
ドリルによる穴開け加工は金属の切削加工において大きな割合を占め、その役割は増している。ドリルのニーズとしては高効率や高精度、微細化などがあり、その要求は年々高まっている。そのため工具メーカー各社では、高精度、高効率化を意識した製品開発がなされている。そこで、本特集ではイワタツール代表取締役の岩田昌尚氏に「高精度穴開けにおけるセンタリング」のテーマで、最近の技術動向やそれに対する同社の取り組みについて紹介してもらった。
1 センタリング
センタリングは位置決めとも呼ばれ、従来から穴開け加工の際に用いられてきた。位置決めで一番原始的なものはポンチ加工であろう。電気ドリルなど手持ちの工具や、ボール盤などで加工する前には非常に重要となる。ポンチで開けた穴にドリルの先端をあてがうことにより、正しい位置に穴をあけることができる。これに対して、フライス盤や旋盤などでは、位置決め用のドリルが使われる。従来、位置決め用ドリルとして一番ポピュラーなのがセンター穴ドリルである。非常に短い、剛性のあるセンター穴ドリルによって、正確な位置に穴を開け、その穴をガイドとしてドリルの先端を沿わせて加工を行う。
2 センタリングが必要になる加工
近年、ドリルの性能がよくなり、高精度なボディーや刃先、食いつきの良いシンニング、剛性の高い超硬ドリルなどを使用することにより、位置決め穴がなくても、非常に精度の高い穴加工ができるようになった。ドリルの中には、位置決め穴不要をうたっているものが多く、要求精度を満たすことができるのであれば、工程削減のため、センタリングを廃止するほうがよい。しかし、実際にはセンタリングが重要となる場合も多く存在する。代表的なものは以下の通り。
2―1 深穴加工
アスペクト比の高い穴加工においては、ロングドリルを使うことになる。ドリルの剛性が低く、ドリルそのものに曲がりもあるため、センタリング、特に深穴加工の場合はガイド穴と呼ばれるものが必要となる。特に深穴加工においては、穴の曲がりが問題になる。穴の曲がりにはいくつかの原因があるが、その中の重要な要素に、穴の入り口の位置精度がずれている場合がある。穴の入り口が要求精度に入っていても、そのずれは、穴の曲がりを誘発し、穴の出口の位置が大幅に外れてしまうことがある。
2―2 小径穴加工
小径穴加工では、比較的アスペクト比の高い穴加工になることが多く、深穴加工と同様の問題が発生することが多い。また、位置精度、ピッチ精度など非常に高い精度を指定されることが多い。
2―3 難削材の安定加工
高硬度材や、加工硬化を起こしやすい素材などでは、加工の負荷が大きくなり、ドリルや機械の剛性不足を引き起こすため、食いつき時の位置ずれが発生しやすくなる。また、上記の場合を含め穴の曲がりが発生すると、穴の壁面との擦れが発生し、異常摩耗や、折損につながる場合がある。
2―4 高精度加工
位置精度や曲がりのみでなく、穴の径精度、真円度、面粗さ、バリの発生に至るまで、位置精度の不良が引き起こすトラブルは大きい。特に食いつき時のドリルの挙動は、穴の精度に大きな影響を与える。
3 センタリング工具の種類
3―1 センター穴ドリル
従来使われていたセンター穴ドリルは、本来旋盤加工などのシャフト加工にてレースセンターをあてがうためのドリルである。これが位置決めにも多く流用されていると言ってもよい。センター穴ドリルによる位置決め穴は、位置精度などが非常に高いが、折損しやすいこともあり、量産加工では徐々に使用されなくなっている。
3―2 スポットドリル
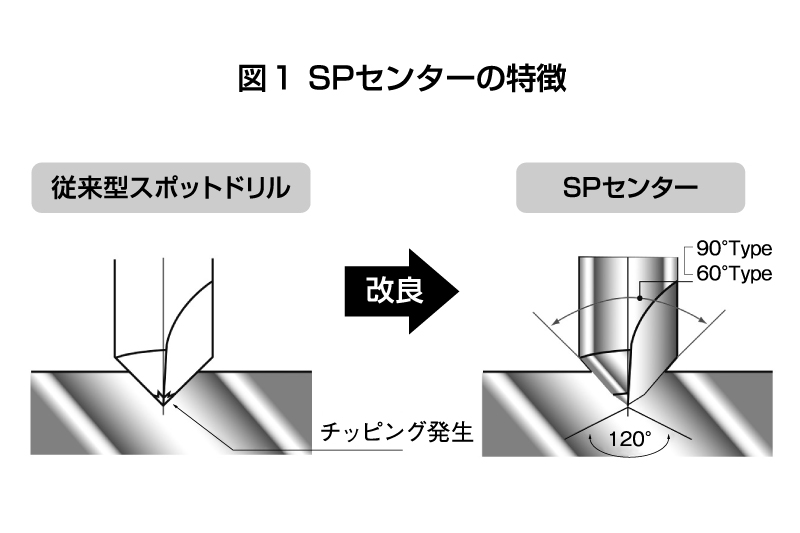
図1 SPセンターの特徴
いろいろな名前で販売されているが、位置決め専用に販売されているものである。先端角が90度のものが多く、面取りなどを同時に加工することもある。当社では、先端の欠損を防止するため、スポットドリルを2段角に改良したものを「SPセンター」という製品名で展開している。特に小径加工におけるセンタリング工具においては、スタンダードなものになっている(図1)。
最小直径0・03ミリメートルから最大直径32ミリメートルまで、ハイス、超硬、コーティング、ロング、各種角度など多くのラインアップがそろっている。
3―3 スタブドリル
溝長の非常に短いドリルを位置決め工具として使用することがある。剛性が高く、ロングドリルのガイド穴としての効果がある。ある程度の深さの穴をあけることにより、後工程のドリルが確実に位置決め穴にガイドされるという点では非常に良い。ただし、工具の構造がドリルと全く同じであるため、位置精度が非常に高いとはいえない。詳細は後述する。
3―4 エンドミル
特にボールエンドミルなどを使用して位置決めをする場合がある。実は、この方法はコンタリングをしなくとも、非常に良い位置精度を得ることができる。しかし、工具費が高額になってしまうことと、切りくずの排出性が悪いため、加工時間が長くなってしまう。
4 SPセンターZERO(SPZ)
SPセンターZERO(SPZ)
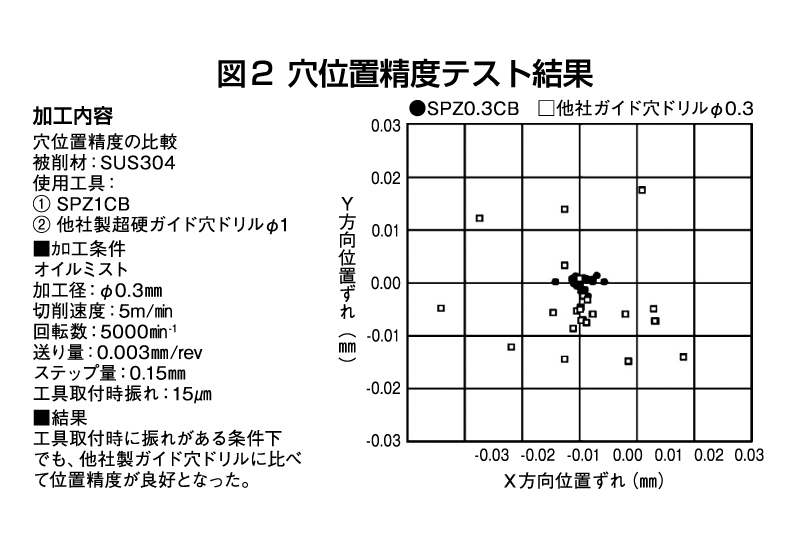
図2 穴位置精度テスト結果
当社の場合は、センター穴ドリルや、SPセンターをはじめとする位置決め工具を生産してきたが、ガイド穴と呼ばれる穴を開ける工具を販売してこなかった。そこで今回、従来のスタブドリルなどによる、ガイド穴自身の位置決め精度の問題を解消させるため、「SPセンターZERO(SPZ)」という工具を近々商品化する(写真1)。
この工具は、エンドミルのように外周刃を持っていることが構造上重要だ。外周刃を持つ工具は、加工する穴の径精度が若干バラつく傾向にあるが、位置精度は、絶対的な安定性を持つ。テスト加工においては、取り付け精度を15マイクロメートル振れた状態にして、位置決め精度の比較を行った。
スタブドリルのような一般的な外周マージンを持ったドリル構造のものは、振れと同様に位置精度が悪化するのに対して、SPZでは、全て5マイクロメートル未満の位置ずれとなった(図2)。振れのほとんどない状態でのテストにおいては、SPZは全て1マイクロメートル未満の位置ずれに収まった。この製品は、最小直径0・3ミリ―6ミリメートルまでのサイズで、今年の年末に向け順次市場に投入される。
当社の場合は、今後も、センタリング工具のみでなく、特殊な性能を持った工具を販売していく方針だ。2020年8月には、タイのバンコクの工場が大幅に拡張して
(日刊工業新聞 2020年9月29日付 15面~17面)
トピックス
-
トピック
 【特集】モノづくりの高度化を支える 工作機械産業(PDF) (2021/3/30)
【特集】モノづくりの高度化を支える 工作機械産業(PDF) (2021/3/30)工作機械業界の先行きに明るさが増してきた。日本工作機械工業会(日工会)によると、工作機械メーカーの2月の受注総額は前月比19.1%増、前年同月比36.7%増の1055億9300万円となった。単月の受注総額が1000億を超え... <続きを読む>
-
トピック
 工作機械受注2月36%増 外需主導で回復一段と (2021/3/24)
工作機械受注2月36%増 外需主導で回復一段と (2021/3/24)日本工作機械工業会(日工会)が23日発表した2月の工作機械受注実績(確報値)は、前年同月比36・7%増の1055億9300万円だった。増加は4カ月連続で、好不調を分ける目安の1000億円を2019年7... <続きを読む>
-
トピック
 3.11 メッセージ/工作機械 早期復旧、デジタル技術駆使 (2021/3/11)
3.11 メッセージ/工作機械 早期復旧、デジタル技術駆使 (2021/3/11)工作機械メーカーがデジタル技術を駆使して、災害発生時の顧客サポート体制を強化している。客先に納めた機械のデータベース(DB)の活用やIoT(モノのインターネット)サービスとの連携により、迅速かつスムー... <続きを読む>
» トピックス一覧をみる

ピックアップ
- 【特集】加工品質を向上する バリ取り・エッジ仕上げ
- バリ取り機導入による5つのメリット
- 日刊工業新聞社からみなさまへ
- “新成長時代”をつくるために
- 工作機械産業おすすめ書籍・雑誌
- <初級編><技術編><発展編>
- ものたんの工作機械占い
- 今日のあなたの運勢は?
- 【特集】実物大のガンダムが動く!
- 夢を実現させたディレクター3人に聞く
関連ニュース
工作機械、プレス機械、工具、周辺機器、システムなどの関連ニュースをお届けします。
-
 三菱重工工作機械、門型5面加工機の問い合わせ自動回答 (2021/3/31)
三菱重工工作機械、門型5面加工機の問い合わせ自動回答 (2021/3/31) -
 ブラザー、工作機械の中国工場増床 愛知と合わせ能力2倍 (2021/3/31)
ブラザー、工作機械の中国工場増床 愛知と合わせ能力2倍 (2021/3/31) -
 碌々産業、半導体関連で大口受注 微細加工機増産 (2021/3/31)
碌々産業、半導体関連で大口受注 微細加工機増産 (2021/3/31) -
 DMG森精機、ユニット部品製造を分社 採算管理徹底 (2021/3/31)
DMG森精機、ユニット部品製造を分社 採算管理徹底 (2021/3/31) -
 日東精密、設備投資を再開 コロナ禍で中断、研削盤など1.3億円 (2021/3/31)
日東精密、設備投資を再開 コロナ禍で中断、研削盤など1.3億円 (2021/3/31) -
 SIerが拓くロボットの未来(53)エデックリンセイシステム 画像処理技術で差別化 (2021/3/31)
SIerが拓くロボットの未来(53)エデックリンセイシステム 画像処理技術で差別化 (2021/3/31) -
 新社長登場/OSG・大沢伸朗氏 EV対応、アンテナを高く (2021/3/31)
新社長登場/OSG・大沢伸朗氏 EV対応、アンテナを高く (2021/3/31) -
 NTN、グリース漏れ70%低減 フィルム延伸機向け軸受 (2021/3/31)
NTN、グリース漏れ70%低減 フィルム延伸機向け軸受 (2021/3/31) -
 経営ひと言/三井精機工業・加藤欣一社長「インパクト絶大」 (2021/3/31)
経営ひと言/三井精機工業・加藤欣一社長「インパクト絶大」 (2021/3/31) -
 予知保全対応 日本精工、機械部品診断アプリ提供 (2021/3/30)
予知保全対応 日本精工、機械部品診断アプリ提供 (2021/3/30) -
 テクノア、初のオンライン展 中小製造業が28社出展 (2021/3/30)
テクノア、初のオンライン展 中小製造業が28社出展 (2021/3/30) -
 MF-TOKYO2021 プレス・板金・フォーミング展Online 開催 (2021/3/30)
MF-TOKYO2021 プレス・板金・フォーミング展Online 開催 (2021/3/30) -
 安川電、サーボドライブ新シリーズ センシング機能追加で異常検知・故障防止 (2021/3/30)
安川電、サーボドライブ新シリーズ センシング機能追加で異常検知・故障防止 (2021/3/30) -
 福森鉄工所が新工場 金属加工、量産品に対応 (2021/3/30)
福森鉄工所が新工場 金属加工、量産品に対応 (2021/3/30) -
 東新プラ、本社工場を増強 産業機器向け樹脂成形品の受注拡大 (2021/3/30)
東新プラ、本社工場を増強 産業機器向け樹脂成形品の受注拡大 (2021/3/30) -
 さあ出番/ケージーケー社長・加藤裕也氏 顧客志向でモノづくり (2021/3/30)
さあ出番/ケージーケー社長・加藤裕也氏 顧客志向でモノづくり (2021/3/30) -
 オークマ花木会長が退任 「型破り」デジタル化けん引 (2021/3/29)
オークマ花木会長が退任 「型破り」デジタル化けん引 (2021/3/29) -
 産機受注、来年度3%減 天然ガス大型案件の反動減 (2021/3/29)
産機受注、来年度3%減 天然ガス大型案件の反動減 (2021/3/29)
» 関連ニュース一覧をみる
よく読まれている記事
おすすめ書籍・雑誌

- 今日からモノ知りシリーズ
トコトンやさしい金属材料の本

- プレス技術 2020年6月号
【特集】メカニズムからひも解く、精密せん断加工

- アフターコロナ時代のモノづくり新戦略 工場デジタル化大全
工場管理 2020年10月臨時増刊号
みんなの投票
» もっとみる“新成長時代”をつくる
工作機械産業特設サイトをシェアする

